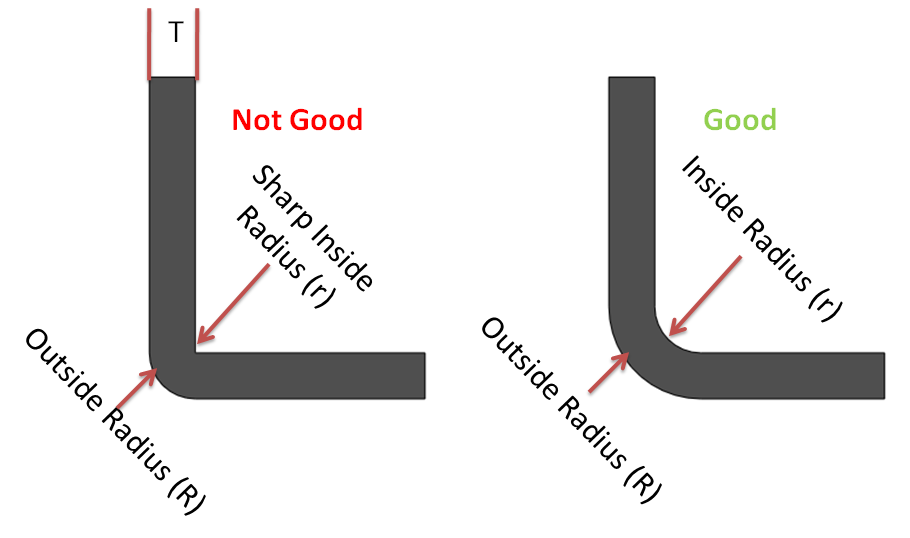
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
1 8 sheet metal bend radius.
Or 1 866 849 3911 and we can help.
0 060 crs 2 000 2 000 r0 031 aluminum 90 deg.
Aluminum minimum bend radii for 90 degree cold forming of sheet and plate.
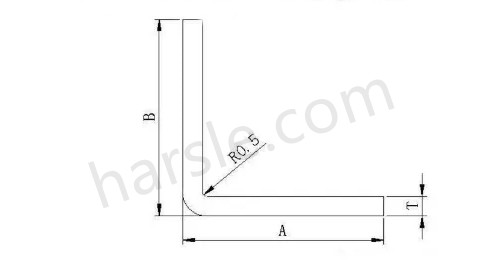
To keep it simple i also use a 2 mm inside radius.
I can now see that the minimum flange length is 8 5 mm for such a bend so i have to keep it in mind when designing.
Thickness minimum bend bend radius.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
Bend allowance mild sheet steel 90 degree bend allowance bend allowance chart example flat size 2 2 095 3 905.
In steel between 0 5 and 0 8 in.
Per the aluminum association inc.
We go beyond the general rules of sheet metal bending as our customers want.
Alternatively you can design with any value and we can adjust it for you later in the process.
Radii for various thicknesses expressed in terms of thickness t.
If you re bending 0 020 thick material use a 0 020 radius.
Understanding the bend allowance and consequently the bend deduction of a part is a crucial first step to understanding how sheet metal parts are fabricated.
As this happens you gain a small amount of total length in your part.
20 gauge 0 040 1 01 mm.
Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may require a minimum bend radius that s 3 75 times the material thickness see figure 1.
Let s say i have a 2 mm thick sheet and i want to bend it.
20 gauge 0 040 1 01 mm 0 2 5 08mm.
The bend allowance formula takes into account the geometries of bending and the properties of your metal to determine the bend allowance.
The material thickness will be measured in decimal form not by the gauge number.
For most applications with stainless steel or aluminum you can get away with a zero radius bend on anything under 0 050 thick.
In other words if you re bending 1 8 sheet use a tool with a 1 8 radius to form the inside of the bend.
You will need to know your material thickness mt the bend angle b the inside radius ir and the k factor k.