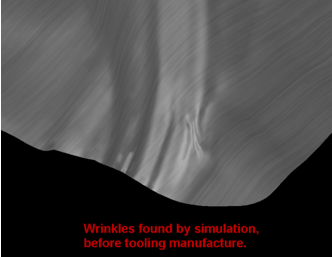
Wrinkle Defect In Sheet Metal
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

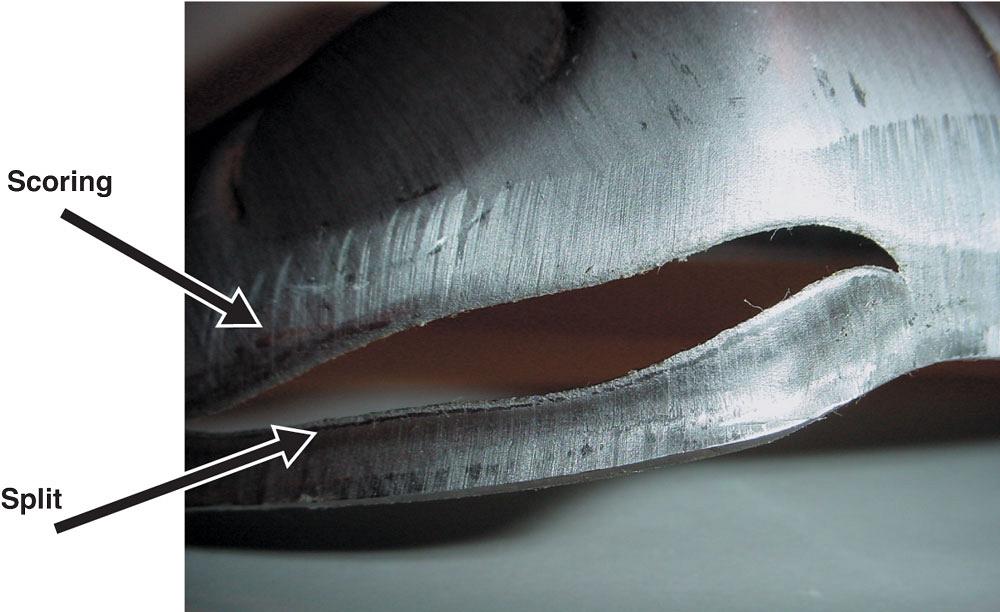
3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Preventing Wrinkles In The Deep Drawing Process

Pin Em Deep Drawing

Problems In Sheet Metal Forming Download Scientific Diagram

Pdf Prediction Of Wrinkling And Springback In Sheet Metal Forming Semantic Scholar

Sheet metal forming wrinkling deep drawing experimentation finite element method date received.
Wrinkle defect in sheet metal.
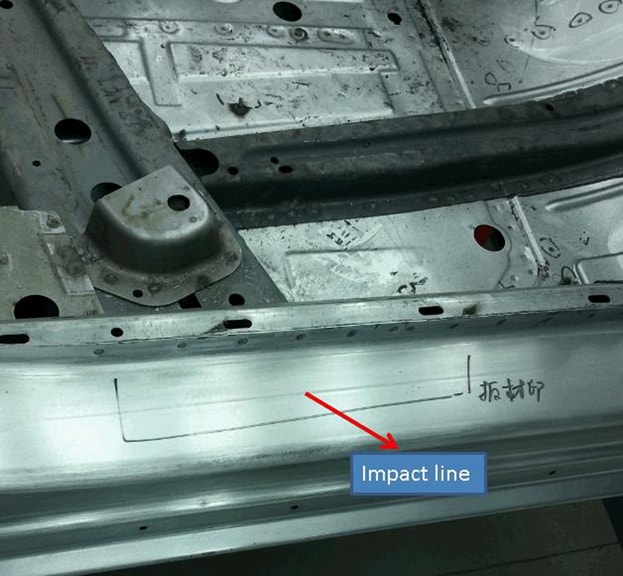
Saic General Motors Shock Line Analysis And Countermeasure Of Stamping Panels Formingworld
Die Science Listening To Your Parts

Dissecting Defects Part I
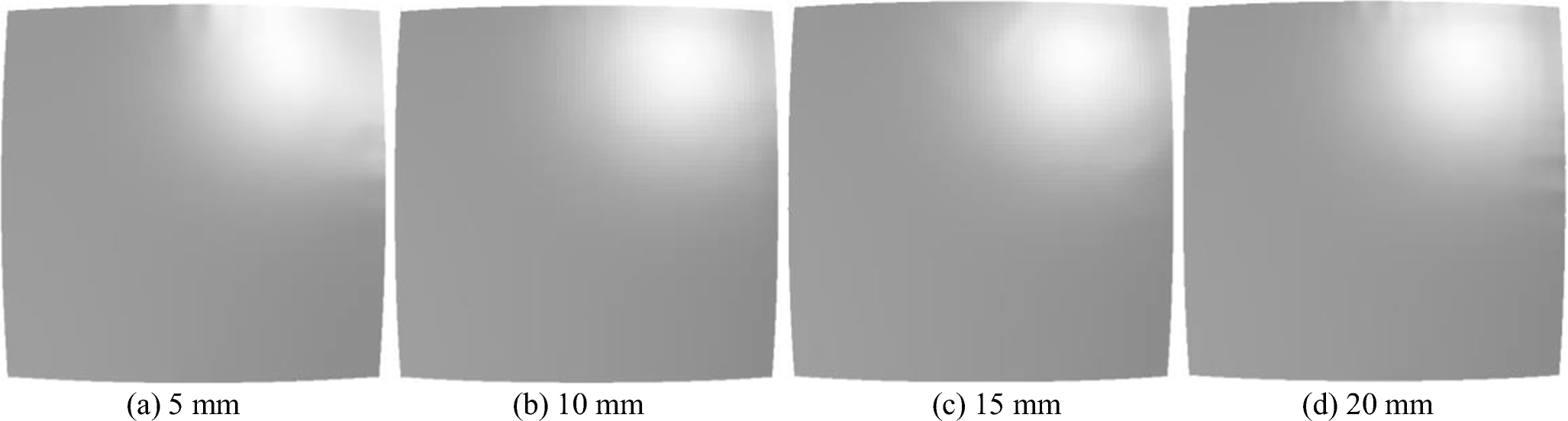
Investigation Of Forming Accuracy In Multipoint Forming With Composite Elastic Pads Springerlink
Source : pinterest.com
